

Enkel produksjonsprosess av stålkuler
Forming av kuleemne → ringfjerning → grovsliping → myk sliping → kulemneforming → glatt kule (eller filing → myk sliping) → hard sliping → finsliping → presisjonssliping (eller polering) → ultrapresisjonssliping.
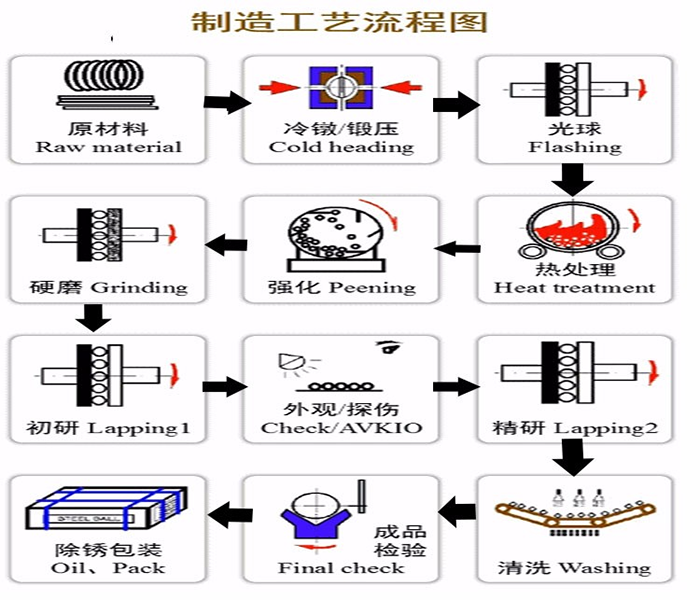
Detaljert produksjonsprosess av stålkuler
1. Trådtrekking: Strekk tråden til ønsket diameter ved hjelp av en trådtrekkemaskin;
2. Cold heading (smiing): Plasser den trukket wire i en stålkule kald heading maskin, og bruk stålformen inne i maskinen til å smi den til et kuleemne;
3. Lightball: To sirkulære plater med slipekuler i støpejern inne i lightball-maskinen trykker og filer det kalde overskriften embryoet for å fjerne den ytre ringen og to poler på embryoet;
4. Myk ball: To støpejernsslipekuler, sirkulære plater inne i den myke ballmaskinen, fil det lette ballembryoet for å male det til ønsket kulediameter og overflateruhet;
5. Varmebehandling: Sett ballen inn i en varmebehandlingsovn, karburer den, sluk den og temperer den for å gi den et visst karbureringslag, hardhet, seighet og knusningsbelastning;
6. Hard sliping: Slipeskiven inne i slipemaskinen trykker og sliper det varmebehandlede kulemnet for å fjerne det svarte oksidlaget på overflaten av ballen og korrigere nøyaktigheten til ballen;
7. Presisjonssliping/poleringsrengjøring: Presisjonssliping: Slip slipekulefosteret i presisjonsslipemaskinen for å oppnå den nødvendige presisjonen og jevnheten til det ferdige produktet;
Polering og rengjøring: Hell ballen inn i poleringstrommelen og roter den, rengjør deretter den sfæriske overflaten med poleringsrengjøringsmiddel og vann for å gjøre den ren og skinnende;
8. Utseendevalg: Bruk manuell visuell inspeksjon for å se etter eventuelle defekter på overflaten av stålkulen, og bruk et mikrometer for å måle den sanne rundheten, batchdiametervariasjonen, og bruk en overflateruhetsmåler for å oppdage overflateruhet som den endelige inspeksjonen;
9. Emballasje: Dekk stålkuler/rustfrie stålkuler/lagerstålkuler med antirustolje og pakk dem i pappesker eller vevde poser.
Med utviklingen av teknologien har etterspørselen etter store tunge lagre i utstyrsindustrien økt ytterligere når det gjelder kvantitet og kvalitet, og kravene til kvantitet og kvalitet på å støtte store lagerstålkuler må også økes tilsvarende. Diametervariasjonen til stålkulepartiet skal være liten, overflateruheten til stålkulen skal være liten, nøyaktigheten skal være høy, og forskjellen mellom kjernehardheten og overflatehardheten til stålkulen skal være liten. Diameteren på store lagerstålkuler har nå nådd 150MM-200MM.
Produksjonsprosessen for store lagerstålkuler skiller seg fra vanlige spesifikasjoner. Følgende sammenligning er gjort:
1. Produksjonsprosess for store lagerstålkuler:
Kutting - smiing - gløding - dreiebehandling - varmebehandling - hard sliping - innledende forskning - presisjonsforskning;
2. Produksjonsprosess for vanlige spesifikasjoner med stålkuler:
Trådtrekk - Kald heading - Lett ball - Myk ball - Varmebehandling - Hard sliping - Finsliping;
Produksjonsprosess for importerte lagerstålkuler
1) Produksjonsutstyr som bruker importerte kuler av lagerstål
2) Jogg først den hydrauliske sylinderen for å føre frem slipeplaten til lagerstålkulen kan plasseres mellom de to slipeplatene.
3) Installer kuleuttaket og hold det i løs tilstand. Sett spindelen for å fylle mellomrommet mellom de to slipeplatene med stålkuler, og juster kuleutløpet til
Kulesamlingsbladet er tett festet til endeflaten av slipeplaten (eller slipeskiven) og festet til kuleutløpet. På dette tidspunktet er det tilrådelig å legge trykk på de to slipeplatene for å drive kromstålkulen til å rotere.
4) Lukk beskyttelsesdekselet, start vannpumpen, start materialbrettet og start hovedakselen.
5) I henhold til prosessvanene til hver fabrikk, juster hastigheten på spindelen og materialbrettet, og juster mengden kuler for å sikre at stålkulene i hvert spor på styreplaten er jevnt fordelt
Jevnt fordelt og ikke overlappende.
6) Juster slipetrykket, vri trykkbryteren på betjeningspanelet til åpen posisjon, juster trykkøkningsventilen på hydraulikkstasjonspanelet, og hev den
Spesifiser trykket og lås det på hver fabrikk, og vær oppmerksom på det hydrauliske systemet for å opprettholde trykket under oppstart.
7) Under normale arbeidsforhold er det nødvendig å regelmessig observere driftsstatus, trykk og jevn inn- og utgang av verten.
8) Når stålkulen når spesifisert størrelse og overflatekvalitet, reduser først arbeidstrykket, og trykk deretter på hovedstoppknappen.
9) Klargjør beholderen for å fjerne lagerstålkulen.